Manufacturing a Custom Titanium Vacuum Chamber
Meyer Tool is completing a complex, custom titanium ultra-high pressure/vacuum chamber for a well-known research institution. Implementing our Reduce Project Risk Process, engineers at Meyer Tool provided manufacturability advice in the design phase and our manufacturing team worked together to execute complex, critical manufacturing operations. Keep reading to learn more about how Meyer Tool machined and welded this custom vacuum chamber.
|
Researchers at a customer facility reached out to Meyer Tool for support in manufacturing a custom titanium vessel. The design required complex machined shapes and intricate interior and exterior welds to maintain separate pressurized and ultra-high vacuum plenums.
Meyer Tool’s Reduce Project Risk Process has four steps: Discover, Design, Develop and Deliver. This project illustrates how this time-tested process, seamless and invisible to the customer, ensures customer requirements are met, and best practices are utilized to the customer’s benefit. Step 1 - Discover
Titanium is used widely in the scientific, aerospace, chemical, oil and gas, nuclear, medical, and other advanced industries for its superior properties. (1)
Meyer Tool’s engineering team worked closely with our customer to determine what features were critical to their design. We discovered key tolerances and testing requirements that would determine the order of operations during machining, welding and assembly. |
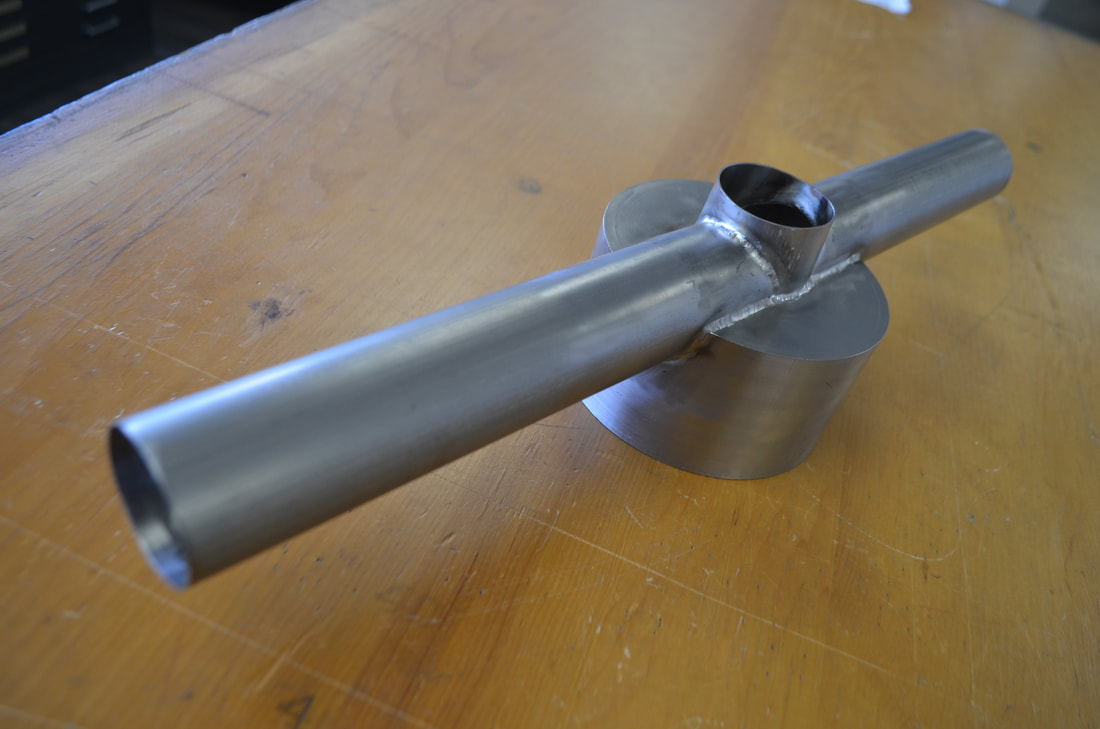
Overview of the main titanium vessel body weldment. The tube connections are vacuum-tight welded all around, inside and out. The main body was machined from a solid round titanium bar.

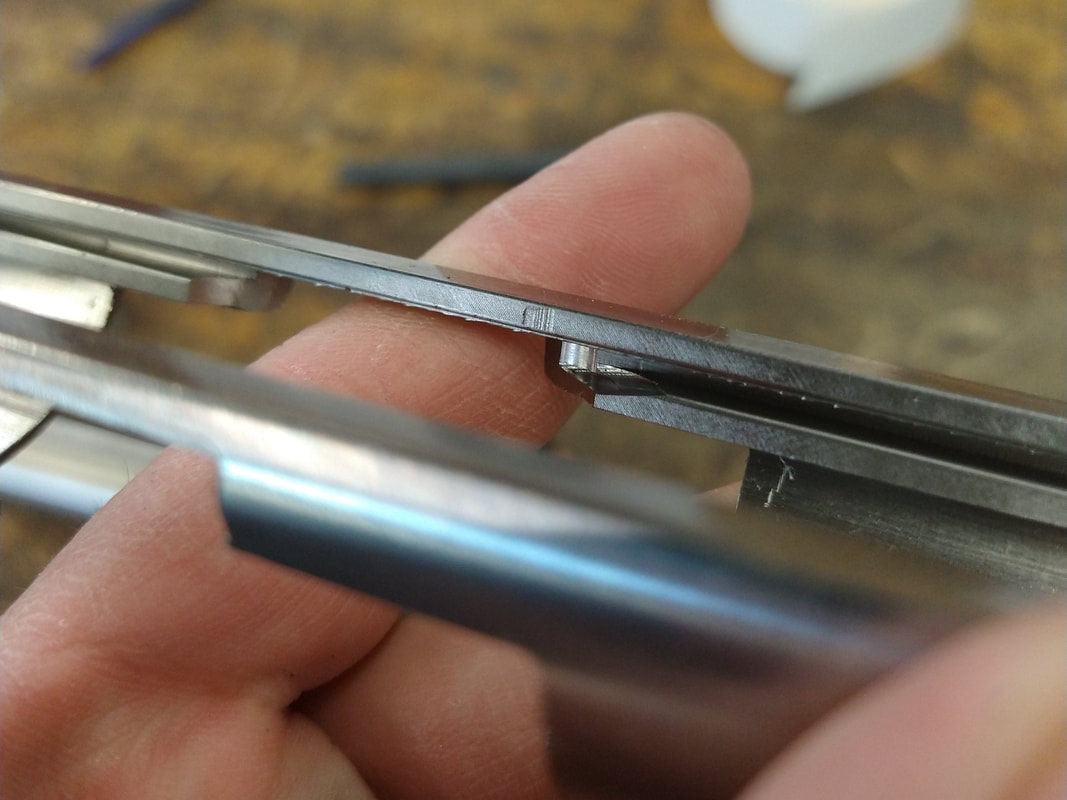
Close-up of a machined o-ring groove and integrated threaded studs in the titanium vacuum vessel body. Meyer Tool's lead machinist used a small keyseat cutter to machine the reliefs at the bottom of the M3x0.05 threaded studs.
|
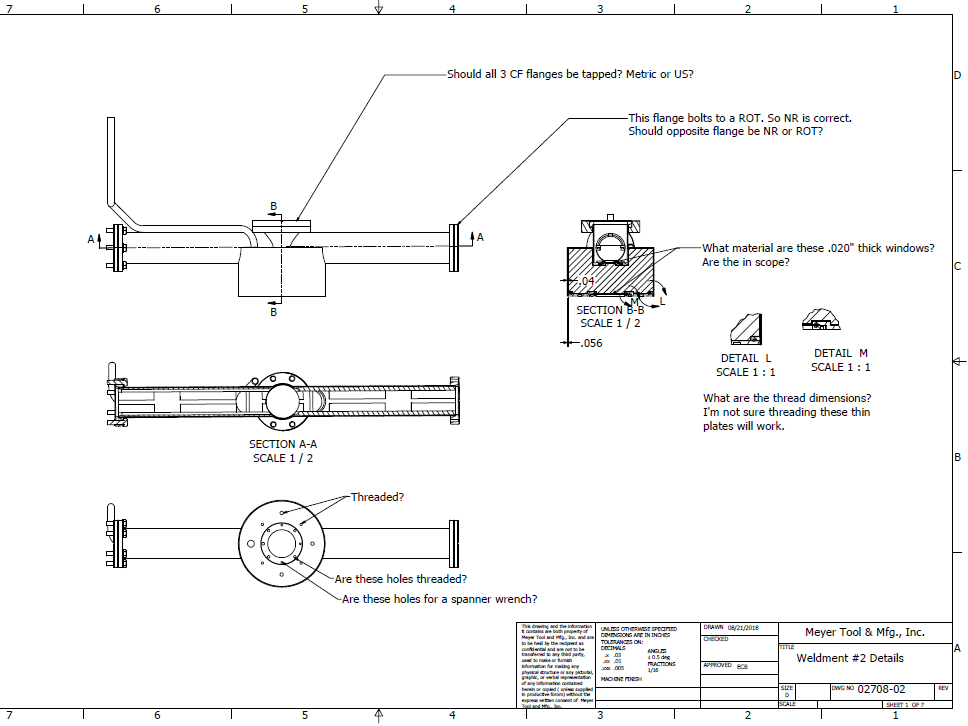
Engineers at Meyer Tool often mark up drawings to clarify design intent and suggest changes during the Discover and Design phases. This drawing shows the overall titanium chamber assembly with notes to clarify features in the vacuum chamber design.
|
Step 2 – Design
In collaboration with the customer, Meyer Tool’s engineering department provided design feedback on the vessel’s structure and manufacturability to arrive at a final design. The final design met all the customer’s critical process requirements while allowing for manufacturability from available source materials and using cost effective manufacturing methods. We determined the best starting materials based on limited available titanium product forms. In the smaller quantities required for this project, titanium was not available in many of the tube and pipe shapes that are common in steel and aluminum. It was necessary to machine most of the assembly from solid round bars, including machining the main body from a 5” diameter solid round titanium bar. |
|
Step 3 – Develop
With the first two steps of our Reduce Project Risk Process complete, Meyer Tool moved on to the third step: Develop. Meyer Tool’s team of experienced engineers, machinists, and welders reviewed and optimized the fabrication plan outlined in our proposal to the customer. The unique design of this chamber presented numerous fabrication challenges. The wall thickness requirements and intricate features would have made this a difficult project to manufacture even out of a more standard material.

The underside of the vacuum body was post-weld machined with an o-ring and threaded studs for attaching the mating flange. These features required post-weld machining to maintain the flatness and roundness of the sealing surfaces.
Welding
Welding titanium is notoriously difficult for the inexperienced. Rather than its mechanical properties, the chemical properties of titanium demand careful attention to detail and process control to ensure that each weld comes out structurally sound and vacuum-tight. (3)
|

The main body of the vacuum chamber was precision machined from a single piece of solid titanium round bar. The body was designed with an integrated machined tube to reduce risky internal welds. The entire part was machined on our 5 axis CNC mill.
The titanium rail inserts included contoured undercuts and pierced windows along the length. Meyer Tool's lead machinist designed custom tungsten carbide tooling to cut the curved undercut to shape.
Machining
Fabricating a custom vacuum vessel out of titanium presents several challenges. The same properties that make titanium favorable for many structural applications make it difficult to machine. (2)

Close-up of ultra-high vacuum welds between the titanium tube and main vacuum chamber body. Meyer Tool's welder tested different TIG welding settings on practice pieces to dial in the proper titanium welding technique.

Inside view of the main chamber body showing vacuum-tight interior titanium welds. Welding inside this tight space constrained the welding angle and visibility.
|
Meyer Tool’s team combined our expertise in design and manufacturing custom chambers to build this one-of-a-kind project. We identified critical fabrication steps to improve access and maintain high precision. Our machining department delivered flawless pre- and post-weld machining and Meyer Tool’s weld department executed critical titanium welds.
|
Step 4 – Deliver
The final step in the Reduce Project Risk process is Deliver. The components of this unique titanium vessel are now past the most difficult manufacturing phases. We will be doing final assembly and helium leak testing shortly, followed by UHV cleaning and packaging. At Meyer Tool, we approach each unique project with the goal to reduce project risk by identifying fabrication issues before they happen. Our Reduce Project Risk Process ensures Meyer’s manufacturing team is focused every day on helping our customers push the boundary of what is possible. Do you need help designing and manufacturing a custom, complex vessel? Let us know – we’ve been building the impossible for over 50 years.
|

Every shipment at Meyer Tool receives extra attention to detail, ensuring that your custom vacuum chamber arrives in pristine condition.
|