Call: 708-425-9080

Assembly and Testing Services
Leak Testing - Wiring - Dye Penetrant - UHV Cleaning

|
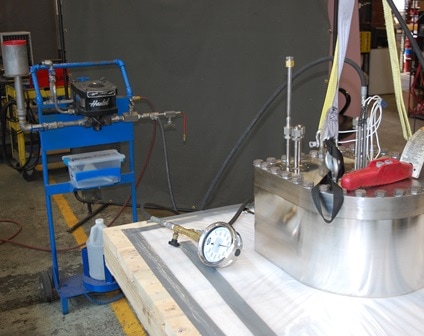
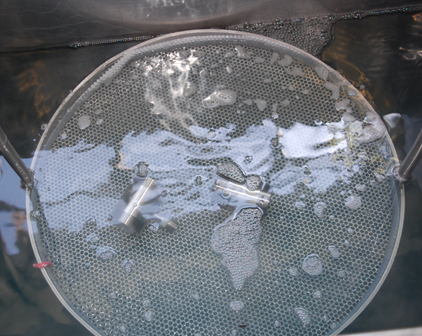
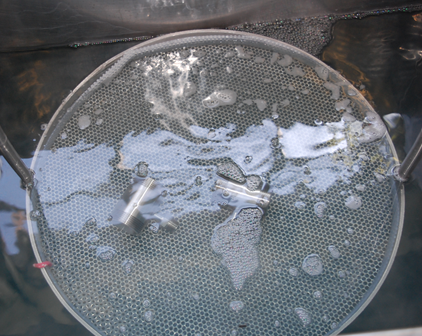
Testing is a large part of what we do here at Meyer Tool. We manufacture many one of a kind pressure vessels and vacuum chambers and they do not leave our doors until we confirm that they are leak tight and operationally fit per the customer specifications.
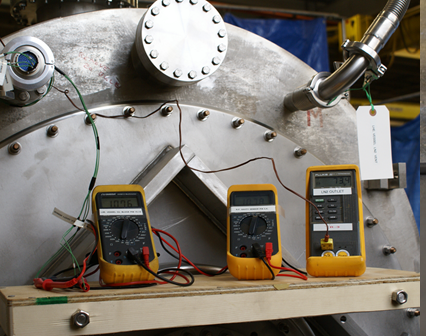
Our assembly technicians are trained in Helium leak testing to ensure that all vacuum chambers big and small will work properly from the first time they are put into production. We are also capable of performing both pneumatic and hydraulic pressure tests based on project and customer requirements. We commonly perform various electrical and temperature sensor related tests to ensure proper wiring and performance standards are being met. |