Call: 708-425-9080


Meyer Tool Continues our Cross Training Efforts
February 27, 2014
|
As part of our ongoing training efforts, Meyer Tool & Mfg., Inc. is investing in bi-weekly demonstrations and on-site seminars to build cross functional employee teams who better understand the full breadth of project needs. For example, within the last month, we presented an “Introduction to Brazing” demonstration to a cross functional team including office, engineering, assembly, shipping & receiving, and welding personnel. This article presents an overview of that training session and is not meant as an in-depth technical article. For more technical information visit our Reduce Project Risk page on our website.
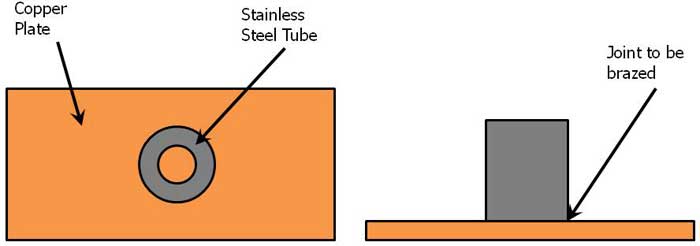
The training session was led by former Meyer Tool Weld Shop Supervisor Terry Kean. Terry is now semi-retired and acting as a trainer 3 days a week at Meyer Tool. The brazing demonstration was brought to life by engineering intern, Eric Cunningham, brazing a piece of stainless steel tube to a flat piece of copper. Terry explained that brazing is the joining of two metals, either the same or dissimilar, using a filler material. While superficially similar to welding, one very important distinction is the base metals in brazing are not brought to their melting point. You might note that this also seems to be a lot like soldering. Well, it is. An important distinction between soldering and brazing is that brazing is conducted at temperatures from 840°F to just below the melting point of the base materials being joined, while soldering is conducted below 840°F. |

Terry Kean and Eric Cunningham prepare braze demonstration sample
|

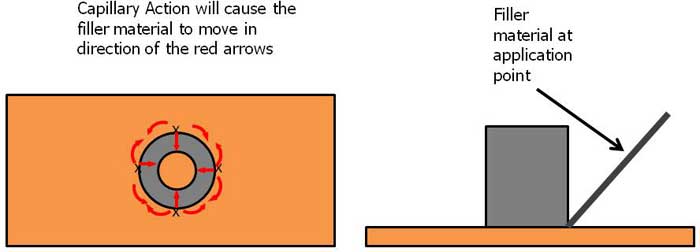
In brazing and soldering, the joint is made by the solidification of the filler material. In brazing the flow of the melted filler material across the surface of the base materials being joined is accomplished through a process called capillary action. When the filler metal cools a metallurgical bond forms; holding the base metals together. The joint design and clearances are dictated by the filler metal and base metal selections and the strength of joint you desire.
Another consideration for the filler material is its actual composition of filler. Here at Meyer Tool we try to follow the ASME Boiler and Pressure Vessel designation for filler material. The proper filler material should be selected so as to be suitable for the base metals begin joined. Below is an example of a brazing filler material designation. This example is for a common filler metal used to join stainless steel and copper, as done in the demonstration.
Another consideration for the filler material is its actual composition of filler. Here at Meyer Tool we try to follow the ASME Boiler and Pressure Vessel designation for filler material. The proper filler material should be selected so as to be suitable for the base metals begin joined. Below is an example of a brazing filler material designation. This example is for a common filler metal used to join stainless steel and copper, as done in the demonstration.
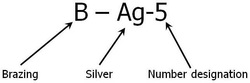
After the selection of the filler material, the proper flux must be selected to protect the joint from oxidation and help clean the joint during the brazing operation. At Meyer Tool we typically use an AWS 5.31 Type FB3C general purpose flux that has a color change indication to indicate when you can apply your filler material to the joint. This particular flux goes from an opaque black to clear transparent. During the demonstration the side of the copper that was being joined to the stainless steel was coated with the flux.
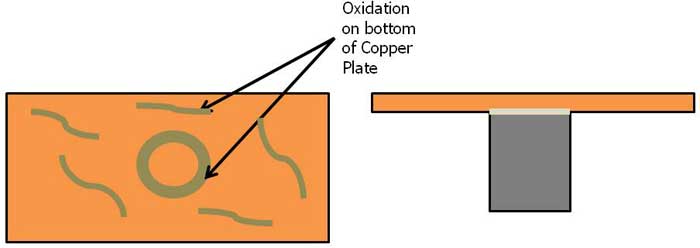
The side opposite the joint was left bare metal to show the effects of oxidation on the base metals. The outside diameter of the stainless tube was coated with the flux.
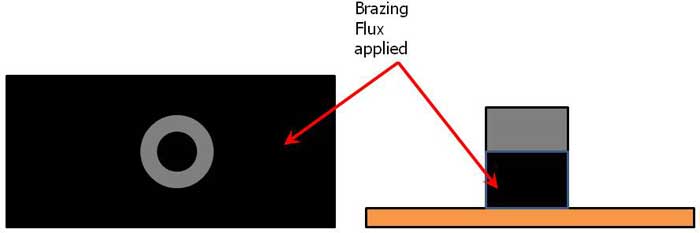
Then the stainless tube was placed down on the copper plate. An Acetylene torch was used to heat both sides of the copper plate and the stainless steel tube until the flux went from black to clear.
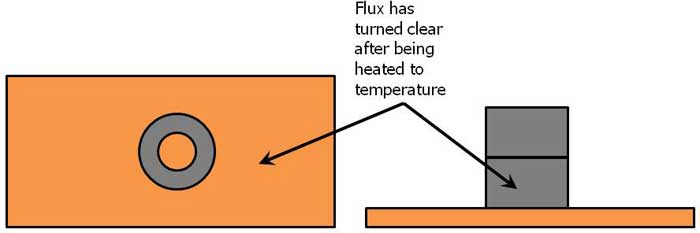
At this point the filler material was applied to the joint while still applying heat to the joint.
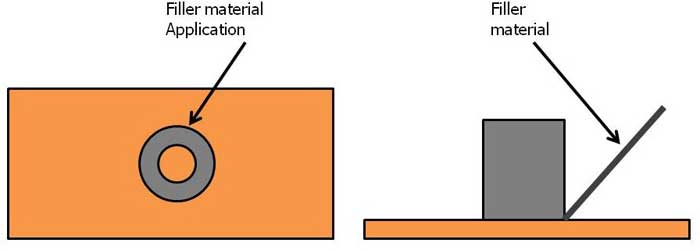
The filler material was applied on different areas of the outside of the stainless steel tube to ensure a uniform joint.
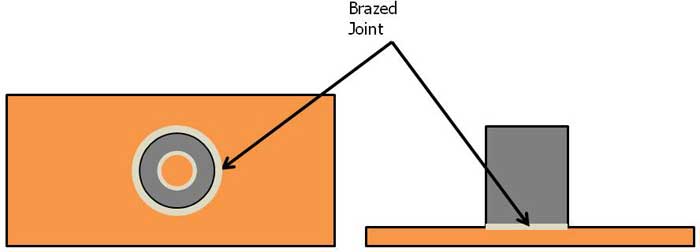
Upon the application of the filler material, the torch was removed to let the joint setup.
The assembly was then slowly dipped into a bucket of water and passed around. The underside of the copper plate that was left bare during the heating process had black marks on it along with a very noticeable ring in the middle where it was joined with the stainless tube on the other side of the plate. This discoloration was due to oxidation during the heating process.
In summary, as trainees not directly involved in brazing operations, we learned the following information about the brazing process:
- Brazing is conducted at temperatures above 840°F to the melting point of the base materials that you are joining.
- Proper joint design is critical to proper fabrication and the resulting braze.
- Correct selection of the filler material to the base materials must be made.
- At Meyer Tool, we use ASME recommended filler materials based upon the ASME code designations.
- Flux is used to protect the base materials and the joint from oxidation during the torch brazing process.
Meyer Tool & Mfg., Inc. is dedicated to Reducing Project Risk by applying our customer focused approach of Discover, Design, Develop and Deliver to our projects. By investing in cross training such as brazing theory, we deepen employee understanding across the board, enhancing our ability to provide cryogenic, vacuum and pressure technologies of the exceptional quality and value customers have come to expect.