Post Weld Machining – Critical to Precision Weldments
|
At Meyer Tool, developing the manufacturing processes required to transform raw metal into the complex, precision components includes many different challenges. From design work to custom CNC machining and custom welding, our team of engineering and manufacturing professionals can conquer any custom fabrication job.
Common across all customer segments, whether semiconductor, advanced instruments, or superconducting particle accelerators, is the need to transform custom weldments into precision machined parts through a process called “Post Weld Machining”. Post weld machining is required when the tolerances on a finished weldment are tighter than can realistically be achieved from pre-machined components fit and welded together. Ideally the component parts of a weldment can be machined individually to final dimensions, the parts fit together, and weld completed. This is often possible – a common example is a commercial CF knife-edge flange welded to a pipe. |
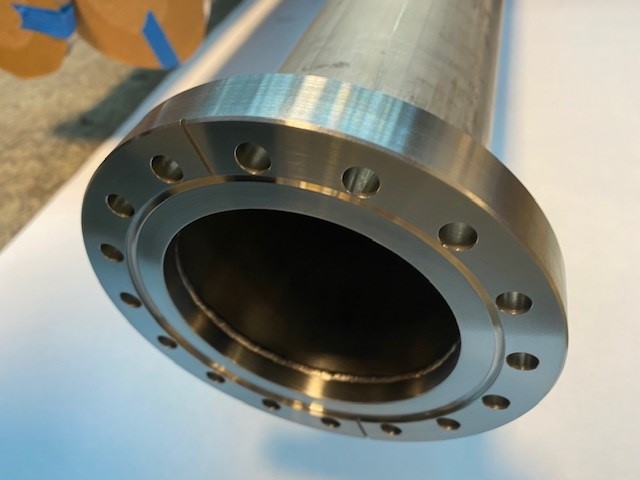
Pre-machined commercial off the shelf Conflat flange welded to a pipe for a vacuum application.
|
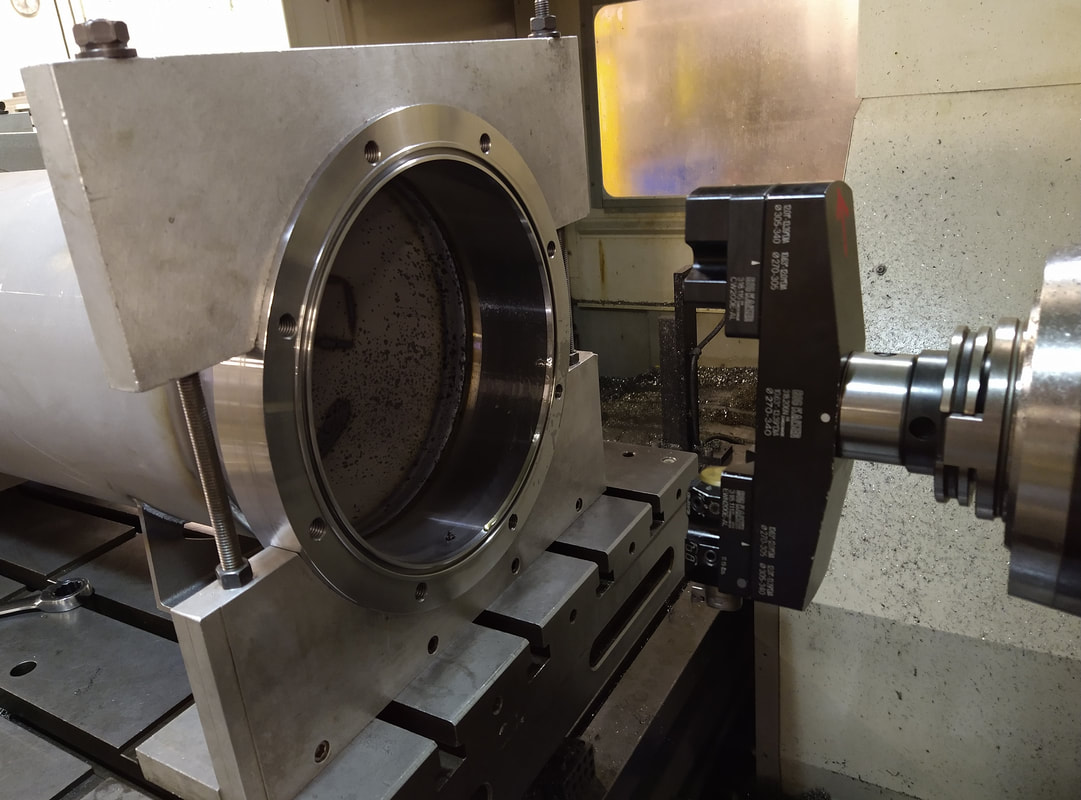
Post weld machining of critical bore dimension on a carbon steel pressure vessel.
|
However, material, weld design requirements, and final tolerances can all contribute to the need to perform machining steps after welding. These factors can even necessitate manufacturing sequences with intermediate weld and machining steps leading to the finished product. Understanding the factors and the proper mitigation strategies is fundamental to developing a robust repeatable manufacturing process.
Welding design to meet structural strength or custom ASME pressure vessel code requirements can require weld sizes and configurations that can change the shape, shrink, or otherwise affect the dimensions of a weldment. The two most common materials used by our customers, aluminum and stainless steel, are more greatly affected by weld shrinkage and distortion than carbon steel. But even a custom carbon steel pressure vessel with critical tolerances might require post weld machining. |
|
Features we consider in evaluating Post Weld Machining requirements.
The need to post weld machine is not limited to larger components. Critical surfaces, such as the knife edge seal and fiducial datums of this ASME Code pressure vessel designed to maintain a liquid helium bath around a superconducting solenoid magnet, illustrate how weld design can make post weld machining necessary even on smaller parts. |
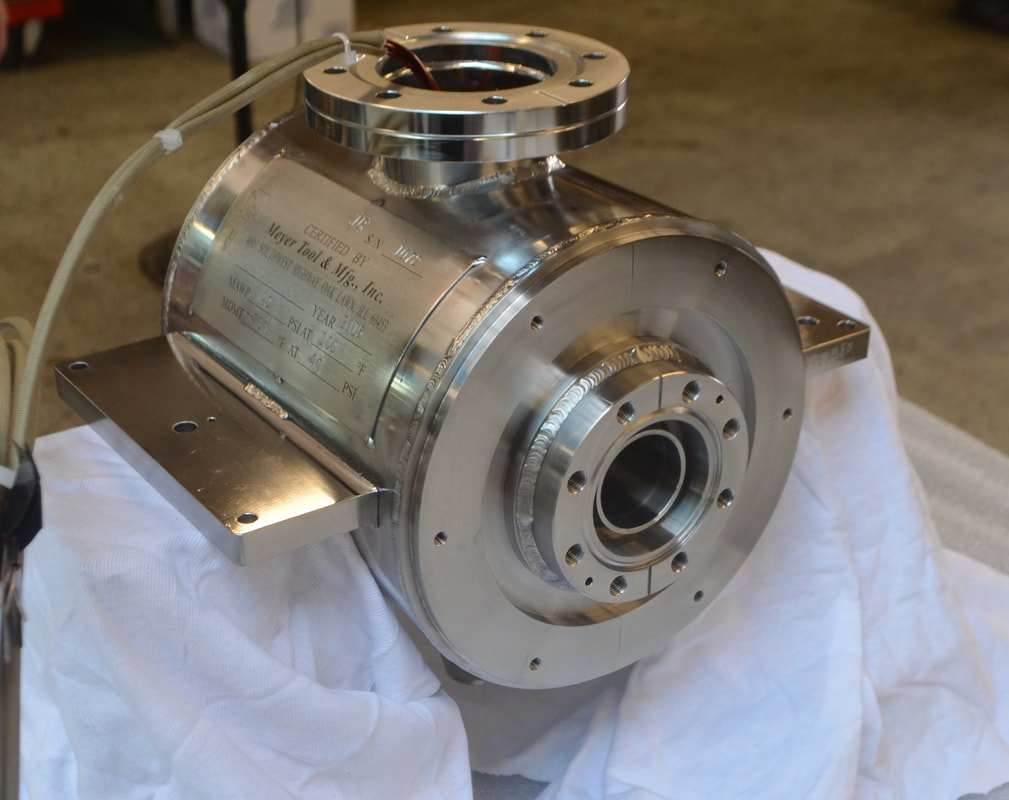
Post weld machining of fiducial datum surfaces on an ASME code pressure vessel. This vessel was designed to maintain a liquid helium bath around a superconducting solenoid magnet.
|
|
Post weld machining is often easier to understand when seeing a large complex weldment like the vacuum vessel picture below. This vessel was designed to withstand seismic loading. The large welds around seal faces make it easy to understand why post weld machining is necessary.
When developing an optimum manufacturing process, we also review if post weld machining can be eliminated. Factors that should be considered are:
|
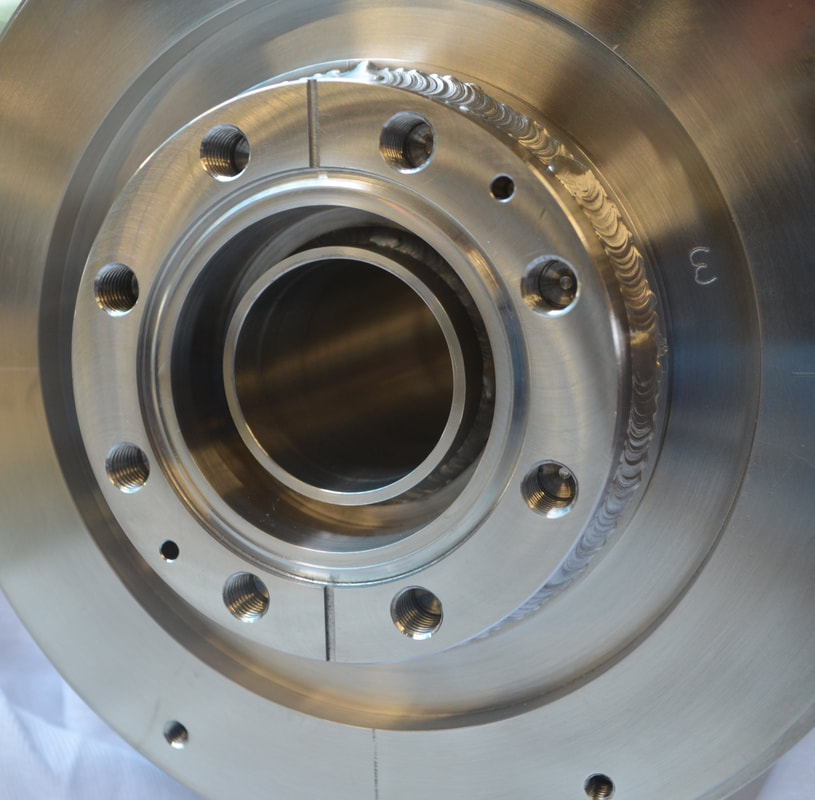
Post weld machined knife-edge sealed flange on ASME code pressure vessel.
|
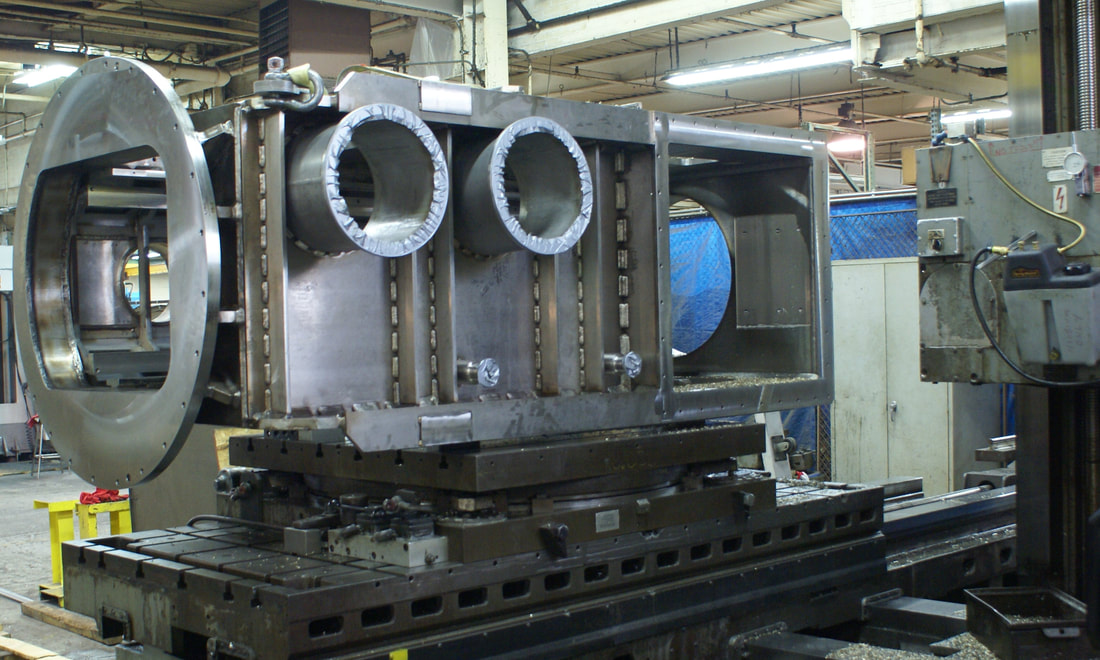
Post Weld Machining of a stainless-steel vacuum vessel designed to withstand seismic loads.
|
dimensions. When our Reduce Project Risk Process determines the need for post weld machining, our team develops the component level fabrication prints and manufacturing routings necessary to meet those final desired dimensions.
Manufacturing Risk Considerations
Experience and implementation of our Reduce Project Risk Process allow Meyer Tool to transform weldments into precision components. |
|
At Meyer Tool, we approach each unique project with the goal to reduce project risk by identifying custom fabrication issues before they happen. Our Reduce Project Risk Process ensures Meyer’s manufacturing team is focused every day on helping our customers push the boundary of what is possible.
Whether you’re building your very first prototype, or a production run of ASME pressure vessels or custom ultra-high vacuum chambers, Meyer Tool has the experience to deliver the quality that your project requires. Our engineering team is experienced designing and building precision weldments. We can answer your questions about post weld machining. Let us know your challenges– we’ve been building the impossible for over 50 years! Call us at 708-425-9080 or contact us to learn more. |
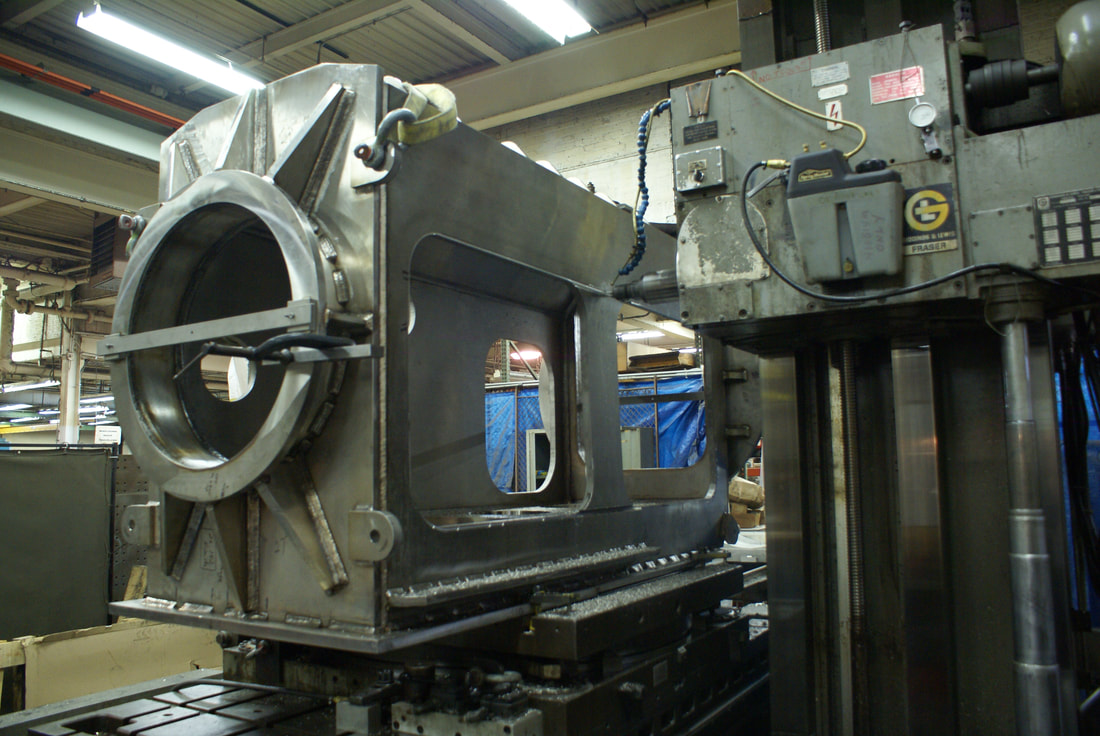
Vacuum vessel with large side-windows and stiffener reinforced port.
|