Sealing Options for Aluminum Vacuum Chambers
|
The goal of any sealing option for a vacuum chamber, whether aluminum or another material, is to provide a leak free (or acceptable leak rate) transition from the interior vacuum of the chamber to the exterior environment. For all types of vacuum chambers these options fall into two broad categories: permanent joints and demountable joints.
Permanent sealing options are achieved through welding, brazing or soldering. Demountable sealing options for high vacuum or ultra-high vacuum chambers employ design variations that use either elastomer or metal seals. Other methods of sealing such as epoxies or adhesives will not be discussed here. |
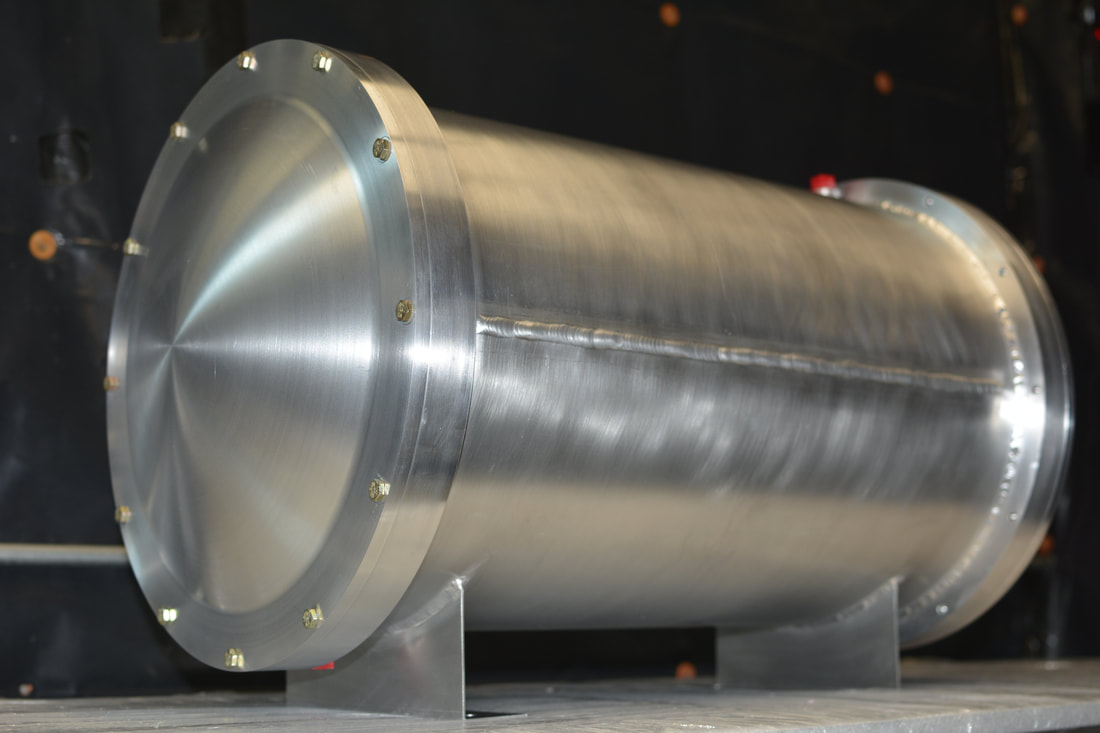
This pressure/vacuum chamber illustrates three common sealing techniques used in aluminum chambers. Welding of the vessel body, o-ring seals between the vessel body and end caps, and the machining of the end caps in a single piece.
|
Permanent Seals: Welding
Like proper welding of stainless steel for vacuum service, welding of aluminum to achieve vacuum leak tight joints requires stringent adherence to proper cleanliness, proper selection of joint design, and use of the correct weld technique protocols. However, most of the familiar techniques and experiences utilized in stainless steel welding are not transferable to aluminum welding.
Like proper welding of stainless steel for vacuum service, welding of aluminum to achieve vacuum leak tight joints requires stringent adherence to proper cleanliness, proper selection of joint design, and use of the correct weld technique protocols. However, most of the familiar techniques and experiences utilized in stainless steel welding are not transferable to aluminum welding.
Techniques Common to SSTL and Aluminum
- Welds should be made on the vacuum side of the pressure boundary whenever possible. When not possible they should be full penetration welds.
- The GTAW process should be used for all root (initial pass) or single pass welds. Single pass welds are preferred, as multiple pass welds can create trapped volumes.
- If, due to strength requirements, a double weld is necessary, the inside weld should be the vacuum leak tight weld, the outside weld should be a “skip” weld (i.e. discontinuous) to avoid creating trapped volumes.
- Internal structural welds should also be discontinuous to avoid the possibility of trapped volumes.
|
Techniques Common to Aluminum Only
|

Proper technique and set up are critical to helium leak tight welding.
Challenging configurations require understanding best fixturing and weld sequence strategies.
|
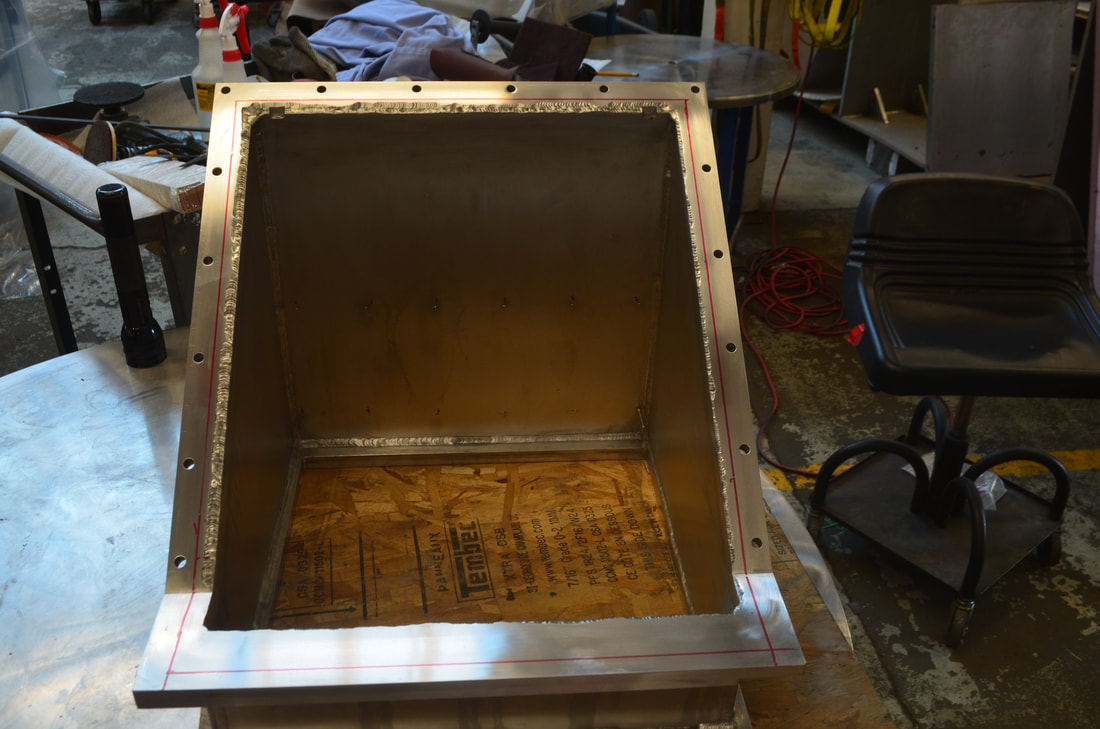
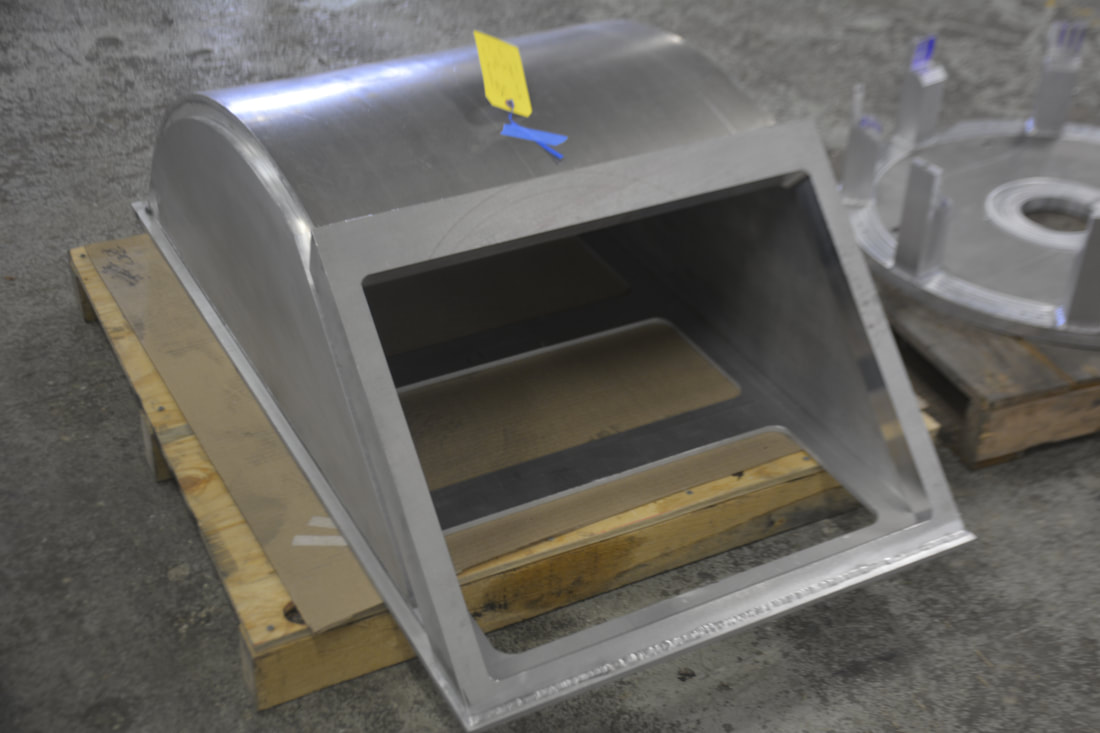
Complex aluminum vacuum chamber weldment with 3 dimensional flat faced elastomer seal surface.

O-ring sealed vacuum Top Hats, optimized from welded configuration to single piece machined part.
|
Demountable Seals: Elastomers
The most common demountable seal used on vacuum chambers is a flanged or door joint sealed with an elastomer gasket. Sometimes a flat gasket design, but most often (and a better choice) the gasket is an o-ring captured in a groove. There are a number of good sources of information from o-ring companies on the selection and details of o-rings and o-ring grooves for vacuum. These details apply equally well to stainless steel or aluminum chambers. We highly recommend the Parker O-ring Handbook. This resource will give you detailed information on proper o-ring material selection and the precise design details of the groove itself. This handbook is well organized and thorough; any attempt to summarize it here would be superfluous. We have two cautions when utilizing one of these sources for design.
Commercially available aluminum sealed flanges and half nipple nozzles are available and meet the design criteria of the ISO2861/1 Specification (more commonly referred to as KF or NW flanges). They consist of a centering ring containing an o-ring that is captured between two flanges. The flanges might be sealed by a clamp ring, a set of clamps or by bolts. When assembling or disassembling an aluminum elastomer seal, one should be aware of the ease with which aluminum seal surfaces can be damaged. |
|
Demountable Seals: Metal
Metal seals are normally used in vacuum applications when higher vacuum levels (better than 10-7 std cc/sec leak rates and base pressures below 10-8 torr) are desired. Common metal seals include the knife-edge (Conflat™), wire seal and metal jacketed spring seals, such as Helicoflex™ seals. Custom “diamond shaped” aluminum gaskets and indium wire seals are less common. Metal jacketed spring seals consist of a helical spring enclosed within a ductile outer metal jacket which yields under compression to create a seal. Properly designed seals of this type can be used directly with aluminum flanges, the characteristics of which are similar to an o-ring groove. However, the manufacturer’s design handbook and technical sales staff must be consulted when designing seals of this type to ensure proper choice of the seal materials and groove dimensions. The 6000 series and 5000 series aluminum alloys commonly used to fabricate vacuum chambers are not hard enough to withstand multiple uses before the seal surfaces of knife-edge or wire seal designs are no longer usable without repair. Also, in chambers that are baked out there is the possibility of bonding between the aluminum metal gaskets and the flanges. Where metal seals are necessary, two common workarounds are used.
Uncoated aluminum knife-edge flanges with aluminum gaskets, paired with another aluminum or stainless-steel knife-edge flange are sometimes used. We see no reason why this solution wouldn’t work in dismountable joints that were seldom used and carefully assembled and disassembled. Conclusions
Suggested Reading 1. O’Hanlon, A Users Guide to Vacuum Technology 2. Roth, Vacuum Systems 3. Roth, Vacuum Sealing Techniques 4. ASME B&PV Code Section IX 5. Parker O-Ring Design Handbook |

An explosion bonded bimetal aluminum/stainless steel components is shown welded to the seal end of this conical shape vessel. The stainless steel face of the flange is final machined after welding for a knife-edge type metal seal.

The bimetal aluminum/stainless steel flange is clearer in this ASME Code stamped pressure vessel. Again the stainless steel face of the vessel is machined after welding to a knife-edge gasket style seal.
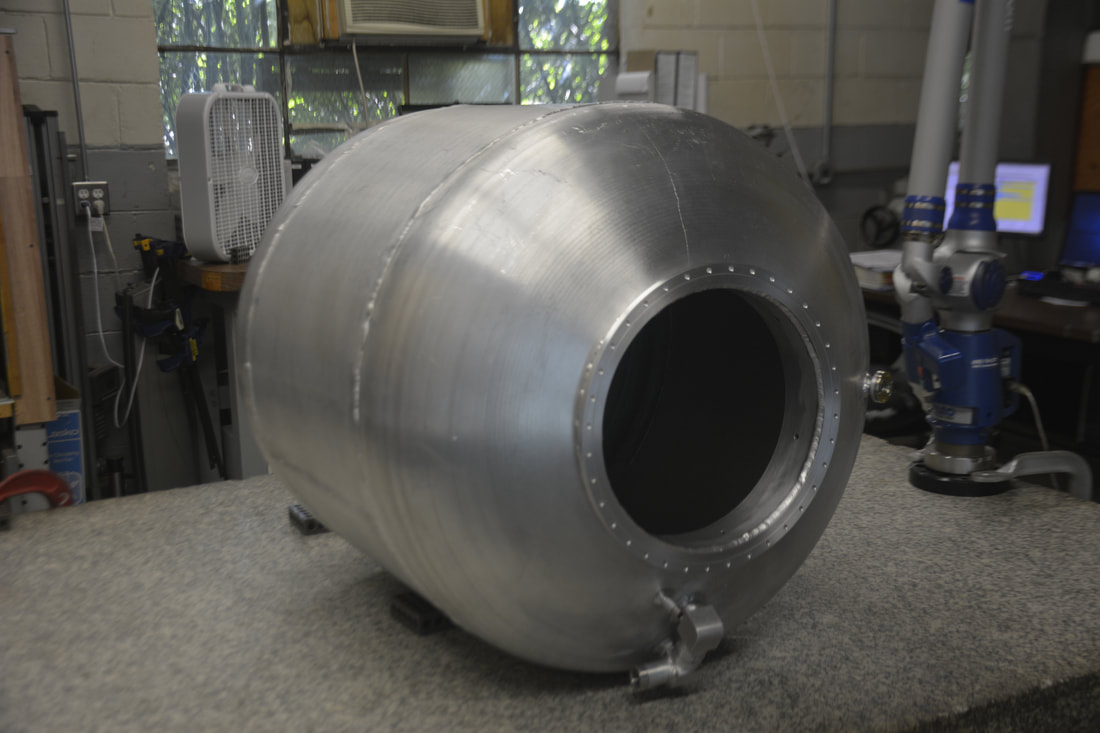
This liquid helium vessel is sealed with an indium wire seal that compresses to the highly polished flat face of the flange on this aluminum pressure vessel. Note the number of holes in the bolt circle needed to achieve uniform compression of the metal indium wire.
|
The experienced engineers and manufacturing staff at Meyer Tool understand the proper welding and sealing techniques for leak free aluminum pressure and vacuum chambers. This knowledge ensures product quality and is just one aspect of how we apply our Reduce Project Risk Process to your aluminum chamber requirements. Meyer Tool has more than 50 years of experience manufacturing cutting-edge components and assemblies. Our experience spans a wide range of materials, processes, and project sizes. Whether you’re building a single prototype or need production manufacturing support for your unique components, Meyer Tool’s engineering and manufacturing team approaches each challenge using our Reduce Project Risk Process to support your needs.
Working on a project that requires manufacturing expertise?
Give us a call at 708-425-9080 or fill out our RFQ form to get started!
Working on a project that requires manufacturing expertise?
Give us a call at 708-425-9080 or fill out our RFQ form to get started!