Call: 708-425-9080


Leak Test Procedures and Specifications
At Meyer Tool, we believe that in-process and final leak testing are critical quality assurance measures when building cryogenic equipment and vacuum vessels. Through leak testing we ensure the integrity of the pressure/vacuum boundary of the component. Of course our goal is to achieve a negative result; that is no detectable leak. However when leaks do occur, leak testing protocols are instrumental in locating and effecting repair.
The ultimate test of a vacuum chamber is its ability to reach the required ultimate vacuum. Factors that could prevent this include virtual leaks and contamination as well as external leaks. Proper design and fabrication techniques to preclude virtual leaks, proper cleaning to eliminate contamination, and a proper surface finish are additional measures that we take to ensure that a vacuum chamber will meet specifications. A customer or a manufacturer who specifies that a product is "leak tight" must specify how the product is tested, what the sensitivity of that test is, and what constitutes a successful test. Many institutions adhere to a standard leak test specification for vacuum equipment and many also specify a leak test procedure. For Meyer Tool, maintaining a standard leak test procedure is part of our quality control program.
Leak detection is normally carried out using a helium mass spectrometer leak detector. The mass spectrometer head operates by ionizing the background gas and accelerating the ions through a magnetic field to separate them by mass. A narrow slit is positioned to pass only mass 4 ions to a collector. The resulting current is amplified and scaled to correspond to leak rate or concentration. Mass spectrometers work best when the head is at low pressure as elevated pressures result in a background current.
The ultimate test of a vacuum chamber is its ability to reach the required ultimate vacuum. Factors that could prevent this include virtual leaks and contamination as well as external leaks. Proper design and fabrication techniques to preclude virtual leaks, proper cleaning to eliminate contamination, and a proper surface finish are additional measures that we take to ensure that a vacuum chamber will meet specifications. A customer or a manufacturer who specifies that a product is "leak tight" must specify how the product is tested, what the sensitivity of that test is, and what constitutes a successful test. Many institutions adhere to a standard leak test specification for vacuum equipment and many also specify a leak test procedure. For Meyer Tool, maintaining a standard leak test procedure is part of our quality control program.
Leak detection is normally carried out using a helium mass spectrometer leak detector. The mass spectrometer head operates by ionizing the background gas and accelerating the ions through a magnetic field to separate them by mass. A narrow slit is positioned to pass only mass 4 ions to a collector. The resulting current is amplified and scaled to correspond to leak rate or concentration. Mass spectrometers work best when the head is at low pressure as elevated pressures result in a background current.
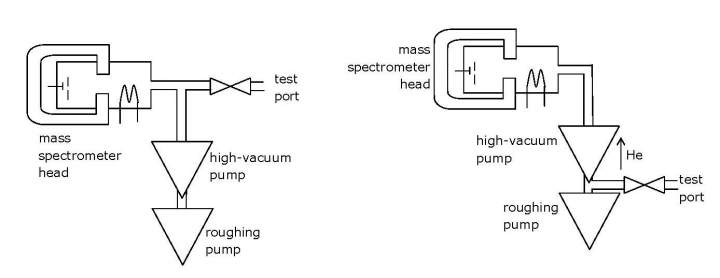
Figure 1. Traditional and modern leak detector configurations.
In older designs, the mass spectrometer head is pumped by the high vacuum pump and is connected directly to the test port. The device to be tested as well as the mass spectrometer head must be evacuated to high vacuum (typically 10-6 torr depending on the sensitivity required of the leak detector). While this design had the advantage that the leak detector also served as a high vacuum pumping station, it had the disadvantage that the entire volume to be tested had to be pumped to a low pressure; a very time consuming process, particularly for large chambers.
Modern leak detectors use the high vacuum pump to evacuate the mass spectrometer head only. The test port is connected at the outlet of the high vacuum pump. Back-streaming (diffusion) of helium gas through the high vacuum pump results in a helium signal. This configuration allows high sensitivity to be achieved in much less time. Because high vacuum is required only for the mass spectrometer head, the high vacuum pump can be relatively small. Contamination of the head and resulting maintenance requirements are also reduced. In many leak detectors, the test port is actually connected at an intermediate stage of the high vacuum pump. In some leak detectors the test port switches between these locations in "gross" and "fine" leak test mode.
Helium is most often used as the test gas for mass spectrometer leak detection. The natural concentration of helium in the atmosphere is small (5 ppm by volume) and as a relatively light molecule it can effectively diffuse from the high pressure side to the low pressure side of a high vacuum pump. As a relatively light atom, the probability that the mass 4 signal will be cross contaminated by other ions having the same charge to mass ratio is low. However, if other testing utilizing helium gas has been performed, or the equipment has contained gaseous or liquid helium, the helium background signal may be too high to allow a helium leak detector to be useful. In this case, neon is often substituted as the test gas. It is frequently possible to retune a commercial leak detector to detect neon (mass 20) by adjusting the accelerating potential. The rare mass 3 isotope of helium (abundance 1 x 10-4%) is also detected separately by some leak detectors. This feature is useful in work with dilution refrigerators, which employ 3He/4He mixtures as a refrigerant. The mass spectrometer can only distinguish between ions having a different charge to mass ratio. Singly ionized deuterium molecules cannot be distinguished from 4He+ while singly ionized HD and 3He will also coincide. Hydrogen may also be used as the test gas for mass spectrometer leak detection. The natural concentration of hydrogen in the atmosphere is even smaller than that of helium, however, in vacuum systems hydrogen may be introduced by desorption from metals and by the decomposition of pump oil and water, resulting in a significant background signal. The primary impediment to using hydrogen for leak detection is its flammability. This hazard can be mitigated by diluting the hydrogen to a concentration that is not flammable (the lower explosive limit of hydrogen in air is 4%), however, this reduces the sensitivity of the leak test by a corresponding factor. When hydrogen is used for leak detection, it is often used in sniffer mode with an electrochemical detector rather than a mass spectrometer detector. At Meyer Tool, while we are aware of these options, our expertise lies in Helium Mass Spectrometer leak detection.
The usual method of leak detection is to use the leak detector to evacuate the chamber to be tested and then to systematically spray the outside of the chamber with helium gas to test for leaks. In some cases the device under test will be surrounded by a plastic bag which is then filled with helium in order to insure that all parts of the external surface are covered with a high concentration of helium. This is a method to demonstrate whether or not a detectable leak exists. Systematically spraying is required to actually locate the leak.
In a few cases, leaks can best (or can only) be located by "sniffing". To use a leak detector in sniffer mode, the test port is connected to a hose which terminates in a very fine capillary. The capillary must be sufficiently small that a low pressure can be maintained on the leak detector side. The test volume is then pressurized with helium gas and the sniffer probe is used to test for helium on the external surface of the vessel. Sniffing is generally less sensitive than a direct leak check, but may be the only option if the vessel is too thin to be evacuated under external atmospheric pressure.
Leak rates would most simply be expressed in terms of volume of gas per unit time. However, we must set a standard pressure at which that volume is to be measured and adjust volumes to that pressure. The resulting unit is pressure x volume/time. The units most frequently encountered are atmosphere.cm3/sec and mbar.liter/sec, which are approximately equal. Review of leak detector manufacturers' specifications indicates that the sensitivity specified for helium mass spectrometer leak detector may fall in the range of 1 x 10-11 to 1 x 10-13 atm.cc/sec. While this may well be the sensitivity of the leak detector alone, connecting a volume to the test port results in a higher background pressure and a reduced sensitivity. Commonly, for cryogenic and vacuum equipment, leak rate acceptance criteria would require a system sensitivity of 1 x 10-9 to 1 x 10-8 atm.cc/sec for a valid vacuum leak test. Achieving the higher sensitivity requires a longer pumping time to reduce the background pressure. We would regard this as system sensitivity because the leak detector is now connected to a system. A standard for a helium leak detection procedure will normally specify a pass/fail condition. That condition is frequently "no detectable leak", although acceptable leak rates are sometimes also specified. A leak rate of 1 x 10-9 atm.cc/sec might be completely unacceptable in many UHV applications, but would be of little consequence in a routine isolation vacuum.
Leak detectors are generally designed to be just that; a leak detector and not a large pumping system. When a large volume is to be tested it may be necessary to supplement the leak detector with an external pump. When the external pump can be run until a low pressure is reached and then valved off so that all of the gas being pumped from the chamber under test passes through the leak detector, then the highest possible sensitivity is achieved. However, if the leak detector is not able to maintain a low pressure on its own and a second pumping system remains valved in, then the sensitivity of the leak detector is reduced by the fraction of the total gas load that is diverted from it.
A calibrated leak is used to calibrate the sensitivity of a helium leak detector and to verify the sensitivity of the leak detector during a test. A calibrated leak may rely on permeation of helium, usually through glass, or may employ a very fine orifice. The low-range standard leaks used to calibrate helium mass spectrometer leak detectors are frequently the glass permeation type. Leak detector output signals typically vary from the 10-10 atm.cc/sec range to 10-6 atm.cc/sec or higher. Selecting a calibration point at the low end of the output range could result in significant inaccuracy at the high ranges so the standard leak is normally selected to lie midrange. Modern leak detectors generally have a calibrated leak built in and perform a calibration automatically on start up. Customers sometimes specify that a record of the leak test (a "strip chart") be supplied. In the past, this record was an actual paper recording produced by a chart recorder measuring a scaled output voltage produced by the leak detector. Today the recording is normally in electronic form. It is standard practice to include a demonstration of the leak detector response to a calibrated leak as part of the recording.
The use of a calibrated leak is particularly important when the leak detector is supplemented by external pumps which divert part of the flow from the leak detector. It is important to locate the calibrated leak so that the sensitivity of the leak detector to a leak in the system, and not at its test port, is measured.
Modern leak detectors use the high vacuum pump to evacuate the mass spectrometer head only. The test port is connected at the outlet of the high vacuum pump. Back-streaming (diffusion) of helium gas through the high vacuum pump results in a helium signal. This configuration allows high sensitivity to be achieved in much less time. Because high vacuum is required only for the mass spectrometer head, the high vacuum pump can be relatively small. Contamination of the head and resulting maintenance requirements are also reduced. In many leak detectors, the test port is actually connected at an intermediate stage of the high vacuum pump. In some leak detectors the test port switches between these locations in "gross" and "fine" leak test mode.
Helium is most often used as the test gas for mass spectrometer leak detection. The natural concentration of helium in the atmosphere is small (5 ppm by volume) and as a relatively light molecule it can effectively diffuse from the high pressure side to the low pressure side of a high vacuum pump. As a relatively light atom, the probability that the mass 4 signal will be cross contaminated by other ions having the same charge to mass ratio is low. However, if other testing utilizing helium gas has been performed, or the equipment has contained gaseous or liquid helium, the helium background signal may be too high to allow a helium leak detector to be useful. In this case, neon is often substituted as the test gas. It is frequently possible to retune a commercial leak detector to detect neon (mass 20) by adjusting the accelerating potential. The rare mass 3 isotope of helium (abundance 1 x 10-4%) is also detected separately by some leak detectors. This feature is useful in work with dilution refrigerators, which employ 3He/4He mixtures as a refrigerant. The mass spectrometer can only distinguish between ions having a different charge to mass ratio. Singly ionized deuterium molecules cannot be distinguished from 4He+ while singly ionized HD and 3He will also coincide. Hydrogen may also be used as the test gas for mass spectrometer leak detection. The natural concentration of hydrogen in the atmosphere is even smaller than that of helium, however, in vacuum systems hydrogen may be introduced by desorption from metals and by the decomposition of pump oil and water, resulting in a significant background signal. The primary impediment to using hydrogen for leak detection is its flammability. This hazard can be mitigated by diluting the hydrogen to a concentration that is not flammable (the lower explosive limit of hydrogen in air is 4%), however, this reduces the sensitivity of the leak test by a corresponding factor. When hydrogen is used for leak detection, it is often used in sniffer mode with an electrochemical detector rather than a mass spectrometer detector. At Meyer Tool, while we are aware of these options, our expertise lies in Helium Mass Spectrometer leak detection.
The usual method of leak detection is to use the leak detector to evacuate the chamber to be tested and then to systematically spray the outside of the chamber with helium gas to test for leaks. In some cases the device under test will be surrounded by a plastic bag which is then filled with helium in order to insure that all parts of the external surface are covered with a high concentration of helium. This is a method to demonstrate whether or not a detectable leak exists. Systematically spraying is required to actually locate the leak.
In a few cases, leaks can best (or can only) be located by "sniffing". To use a leak detector in sniffer mode, the test port is connected to a hose which terminates in a very fine capillary. The capillary must be sufficiently small that a low pressure can be maintained on the leak detector side. The test volume is then pressurized with helium gas and the sniffer probe is used to test for helium on the external surface of the vessel. Sniffing is generally less sensitive than a direct leak check, but may be the only option if the vessel is too thin to be evacuated under external atmospheric pressure.
Leak rates would most simply be expressed in terms of volume of gas per unit time. However, we must set a standard pressure at which that volume is to be measured and adjust volumes to that pressure. The resulting unit is pressure x volume/time. The units most frequently encountered are atmosphere.cm3/sec and mbar.liter/sec, which are approximately equal. Review of leak detector manufacturers' specifications indicates that the sensitivity specified for helium mass spectrometer leak detector may fall in the range of 1 x 10-11 to 1 x 10-13 atm.cc/sec. While this may well be the sensitivity of the leak detector alone, connecting a volume to the test port results in a higher background pressure and a reduced sensitivity. Commonly, for cryogenic and vacuum equipment, leak rate acceptance criteria would require a system sensitivity of 1 x 10-9 to 1 x 10-8 atm.cc/sec for a valid vacuum leak test. Achieving the higher sensitivity requires a longer pumping time to reduce the background pressure. We would regard this as system sensitivity because the leak detector is now connected to a system. A standard for a helium leak detection procedure will normally specify a pass/fail condition. That condition is frequently "no detectable leak", although acceptable leak rates are sometimes also specified. A leak rate of 1 x 10-9 atm.cc/sec might be completely unacceptable in many UHV applications, but would be of little consequence in a routine isolation vacuum.
Leak detectors are generally designed to be just that; a leak detector and not a large pumping system. When a large volume is to be tested it may be necessary to supplement the leak detector with an external pump. When the external pump can be run until a low pressure is reached and then valved off so that all of the gas being pumped from the chamber under test passes through the leak detector, then the highest possible sensitivity is achieved. However, if the leak detector is not able to maintain a low pressure on its own and a second pumping system remains valved in, then the sensitivity of the leak detector is reduced by the fraction of the total gas load that is diverted from it.
A calibrated leak is used to calibrate the sensitivity of a helium leak detector and to verify the sensitivity of the leak detector during a test. A calibrated leak may rely on permeation of helium, usually through glass, or may employ a very fine orifice. The low-range standard leaks used to calibrate helium mass spectrometer leak detectors are frequently the glass permeation type. Leak detector output signals typically vary from the 10-10 atm.cc/sec range to 10-6 atm.cc/sec or higher. Selecting a calibration point at the low end of the output range could result in significant inaccuracy at the high ranges so the standard leak is normally selected to lie midrange. Modern leak detectors generally have a calibrated leak built in and perform a calibration automatically on start up. Customers sometimes specify that a record of the leak test (a "strip chart") be supplied. In the past, this record was an actual paper recording produced by a chart recorder measuring a scaled output voltage produced by the leak detector. Today the recording is normally in electronic form. It is standard practice to include a demonstration of the leak detector response to a calibrated leak as part of the recording.
The use of a calibrated leak is particularly important when the leak detector is supplemented by external pumps which divert part of the flow from the leak detector. It is important to locate the calibrated leak so that the sensitivity of the leak detector to a leak in the system, and not at its test port, is measured.
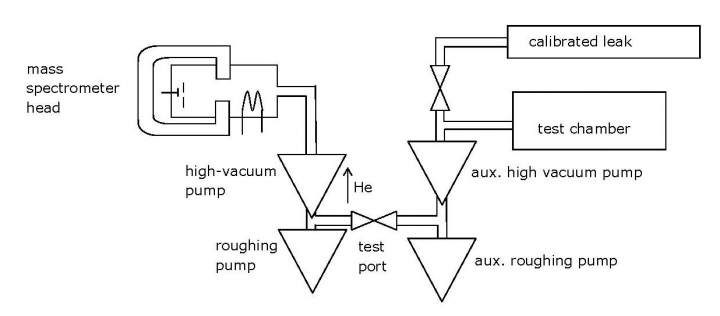
Figure 2. Connecting a calibrated leak in a system with external pumps.
Ascertaining the sensitivity of a leak detector is not always straightforward. Some leak detection procedures and specifications sidestep this question by specifying that the leak detector be on a particular range rather than specifying an actual sensitivity. To determine the actual sensitivity of the leak detector it is necessary to determine what the smallest detectable signal would be. The leak detector output will often drift as the pressure in the test chamber falls or due to changes in temperature. Noise is also present in the signal. A statistical analysis of the signal could be undertaken to determine whether a peak is likely to be a signal or likely to be noise, however, this level of analysis is rarely justified. The operator must use his or her judgment to determine what the smallest signal that could be distinguished would be. This is the leak detector sensitivity.
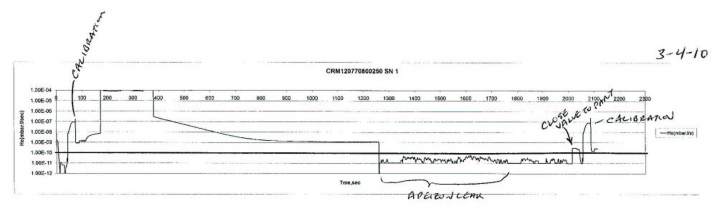
Figure 3. Leak Detector Chart Recording
At Meyer Tool we maintain standard leak test procedures along with standard procedures for critical manufacturing such as cleaning for vacuum service. We maintain an internal training program for instructing and qualifying our technicians on proper leak test protocols. Maintaining these procedures is a key component of our quality assurance system and helps to ensure that Meyer Tool maintains the same consistently high standards of the past 40 plus years into the next 40 years.