Call: 708-425-9080


How does Cold Shocking Work?
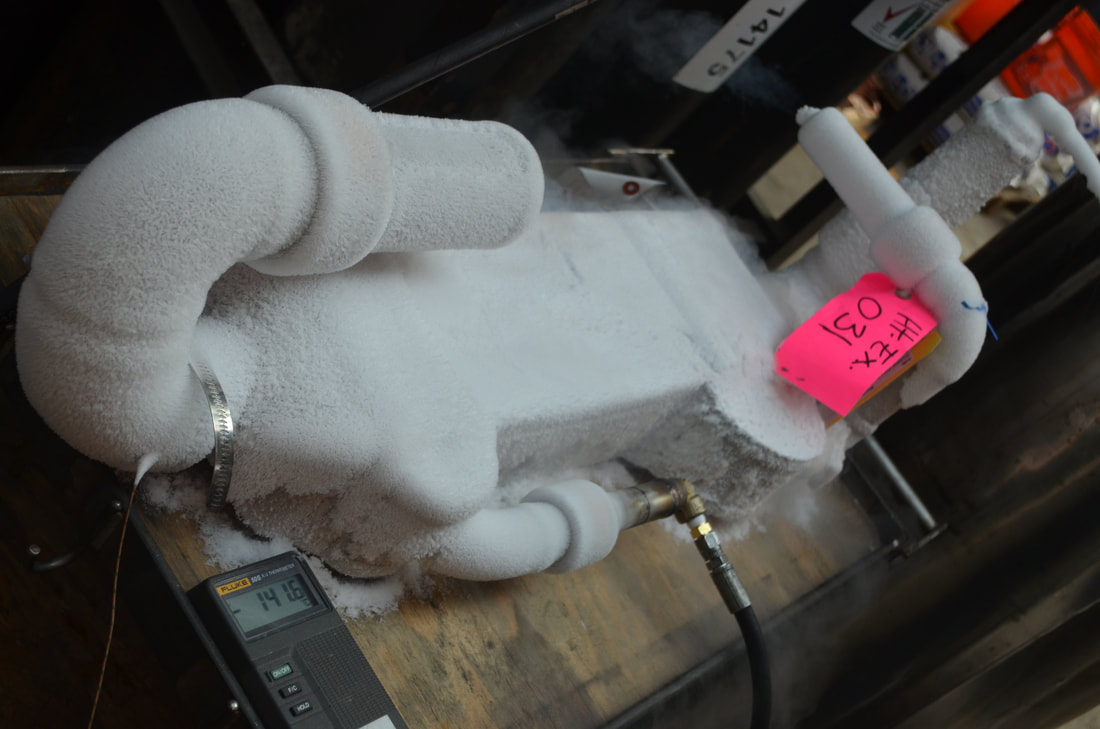
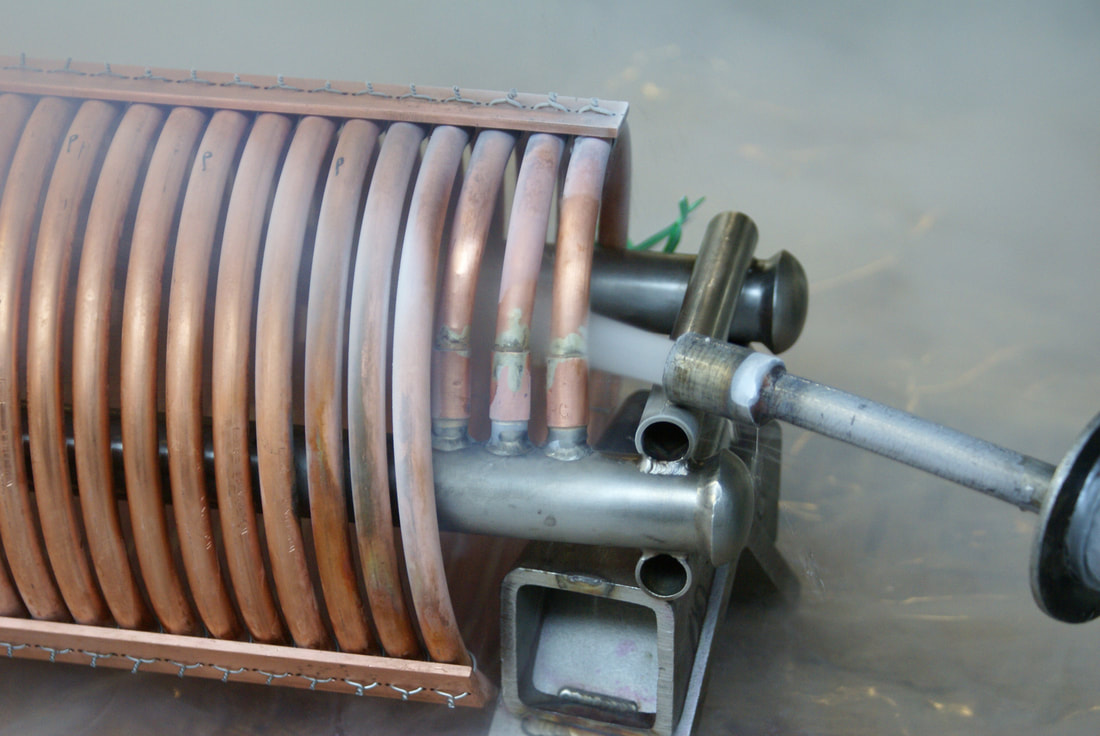
 Spray Cold Shock of Heat Exchanger Coil Braze Joints
Spray Cold Shock of Heat Exchanger Coil Braze Joints
Building cryogenic equipment can often be similar to re-assembling a Russian matryoshka doll, with successive layers becoming inaccessible as fabrication progresses. So it is critically important that as each layer is covered by the next we know that we have leak-tight pressure boundaries that will withstand not just operation at cryogenic temperatures but the SHOCK of cool-down and warm-up cycles. A key in-process testing method used by Meyer Tool to ensure leak-tight weld and braze joints is Liquid Nitrogen Cold Shocking followed by sequential pressure and helium leak tests or, at minimum, a helium leak test.
Most customers recognize this technique as an important quality assurance step and it is often included in statement of work requirements. When it isn’t included, we at Meyer Tool will add it into our work travelers on our own, referencing our Manufacturing Procedure MTM-MP-1040 LN2 Cold Shocking.
The idea behind liquid nitrogen cold shocking isn’t that shocking. Rapid cool-down of an area from ambient temperature to ~77K (-321F) through the use of liquid nitrogen causes shrinkage dependent upon the material’s coefficient of thermal expansion (CTE). For example stainless steel has a CTE of
ΔL/L = 17.3 x 10-6 * ΔT. (T in units of K.)
The above ΔL/L is of course also the definition of strain (ε). In the elastic range the stress on the cooled area is simply proportional to the strain as stated by Hooke’s Law:
σ = E*ε. Where E is Young’s Modulus. (304 Stainless Steel E = 193 GPa (28 ksi).)
By cooling the tested area with liquid nitrogen, we are inducing a rapidly developed compressive stress, SHOCKING the material. Normally materials used in cryogenic applications, stainless steel, copper, aluminum, silver braze, etc. are unaffected by the test, cycling from cold to warm without any effect. However marginal welds, marginal braze joints or parent material with laminations or other defects will often fail under a cold shock test, revealing a defect that might not otherwise be discovered until commissioning.
At Meyer Tool, liquid nitrogen cold shocking is performed by technicians trained to our manufacturing procedure and proper cryogenic liquids safety considerations. Proper personal protective equipment is utilized and testing is conducted in well ventilated areas. Inexperienced personnel should not perform cold shocking tests without proper supervision. Although nitrogen is non-toxic, it can cause asphyxiation in a confined area, condense out atmospheric oxygen causing a combustion hazard, and improper handling may cause cryogenic “burns”, an injury similar to severe frostbite.
Most customers recognize this technique as an important quality assurance step and it is often included in statement of work requirements. When it isn’t included, we at Meyer Tool will add it into our work travelers on our own, referencing our Manufacturing Procedure MTM-MP-1040 LN2 Cold Shocking.
The idea behind liquid nitrogen cold shocking isn’t that shocking. Rapid cool-down of an area from ambient temperature to ~77K (-321F) through the use of liquid nitrogen causes shrinkage dependent upon the material’s coefficient of thermal expansion (CTE). For example stainless steel has a CTE of
ΔL/L = 17.3 x 10-6 * ΔT. (T in units of K.)
The above ΔL/L is of course also the definition of strain (ε). In the elastic range the stress on the cooled area is simply proportional to the strain as stated by Hooke’s Law:
σ = E*ε. Where E is Young’s Modulus. (304 Stainless Steel E = 193 GPa (28 ksi).)
By cooling the tested area with liquid nitrogen, we are inducing a rapidly developed compressive stress, SHOCKING the material. Normally materials used in cryogenic applications, stainless steel, copper, aluminum, silver braze, etc. are unaffected by the test, cycling from cold to warm without any effect. However marginal welds, marginal braze joints or parent material with laminations or other defects will often fail under a cold shock test, revealing a defect that might not otherwise be discovered until commissioning.
At Meyer Tool, liquid nitrogen cold shocking is performed by technicians trained to our manufacturing procedure and proper cryogenic liquids safety considerations. Proper personal protective equipment is utilized and testing is conducted in well ventilated areas. Inexperienced personnel should not perform cold shocking tests without proper supervision. Although nitrogen is non-toxic, it can cause asphyxiation in a confined area, condense out atmospheric oxygen causing a combustion hazard, and improper handling may cause cryogenic “burns”, an injury similar to severe frostbite.
At Meyer Tool we recognize three major methods of liquid nitrogen cold shocking. Methods may be combined or modified for actual equipment configurations. These methods are:
Immersion: Parts are immersed in a liquid nitrogen bath until the temperature of the part reaches liquid nitrogen temperature. This may be determined by a temperature sensor or by observation that the boil-off rate of the bath has returned to the rate prior to the parts immersion.
Fill: Parts are filled with liquid nitrogen until the part reaches liquid nitrogen temperature. A variation of this is fill/flow where liquid nitrogen is made to flow through a tube, for example, brazed to a thermal shield. Determination that the part has reached liquid nitrogen temperature is made via a temperature sensor or visually by determining the decrease or stabilizing of boil-off rate. In the case of the flow test, this would be by liquid exiting the tube.
Spraying: Parts are locally sprayed with a stream of liquid nitrogen until the area reaches liquid nitrogen temperature. This can be considered the most SHOCKING test of all, since surrounding areas stay near ambient as a local area experiences rapid cooling. Again a temperature sensor or visual confirmation of boil-off rate is used to determine that the area has reached temperature.
Immersion: Parts are immersed in a liquid nitrogen bath until the temperature of the part reaches liquid nitrogen temperature. This may be determined by a temperature sensor or by observation that the boil-off rate of the bath has returned to the rate prior to the parts immersion.
Fill: Parts are filled with liquid nitrogen until the part reaches liquid nitrogen temperature. A variation of this is fill/flow where liquid nitrogen is made to flow through a tube, for example, brazed to a thermal shield. Determination that the part has reached liquid nitrogen temperature is made via a temperature sensor or visually by determining the decrease or stabilizing of boil-off rate. In the case of the flow test, this would be by liquid exiting the tube.
Spraying: Parts are locally sprayed with a stream of liquid nitrogen until the area reaches liquid nitrogen temperature. This can be considered the most SHOCKING test of all, since surrounding areas stay near ambient as a local area experiences rapid cooling. Again a temperature sensor or visual confirmation of boil-off rate is used to determine that the area has reached temperature.

Immersion Method
|
Flow Method
|
Spray Method
|
When fabricating cryogenic equipment, the engineering and manufacturing team at Meyer Tool has the experience to identify in-process points for cold shock testing. Liquid Nitrogen Cold Shocking is one of the key in-process quality assurance techniques Meyer Tool utilizes to Reduce Project Risk and achieve for our customers the lowest total cost of ownership.
Let us apply our Reduce Project Risk Process to your application so you too can experience receipt of ‘plug-and-play’ vacuum chambers or components. Established in 1969, Meyer Tool has over 50 years of experience manufacturing custom and OEM cryogenic equipment and components. Our experience spans a wide range of materials, processes, and project sizes. Whether you’re building a single prototype or need production manufacturing support for your unique cryogenic application, Meyer Tool’s engineering and manufacturing team approaches each challenge using our Reduce Project Risk Process to support your needs.
When fabricating cryogenic equipment, the engineering and manufacturing team at Meyer Tool has the experience to identify in-process points for cold shock testing. Liquid Nitrogen Cold Shocking is one of the key in-process quality assurance techniques Meyer Tool utilizes to Reduce Project Risk and achieve for our customers the lowest total cost of ownership.
Let us apply our Reduce Project Risk Process to your application so you too can experience receipt of ‘plug-and-play’ vacuum chambers or components. Established in 1969, Meyer Tool has over 50 years of experience manufacturing custom and OEM cryogenic equipment and components. Our experience spans a wide range of materials, processes, and project sizes. Whether you’re building a single prototype or need production manufacturing support for your unique cryogenic application, Meyer Tool’s engineering and manufacturing team approaches each challenge using our Reduce Project Risk Process to support your needs.