Call: 708-425-9080


Dry Vacuum Pumps
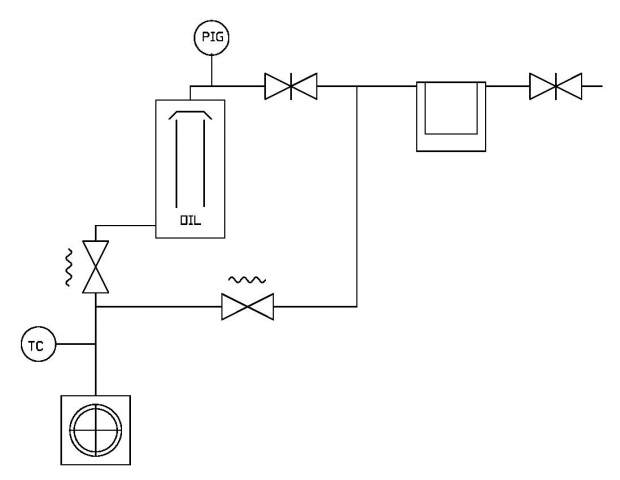 Figure 1. Traditional high vacuum pumping system.
Figure 1. Traditional high vacuum pumping system.
Traditionally, oil diffusion pumps and rotary vane or rotary piston pumps have been widely used in vacuum systems. These pumps place pump oil in direct contact with the vacuum space. In the case of mechanical pumps, oil is used to form a seal between moving parts as well as for lubrication. In diffusion pumps, the oil forms the pumping mechanism. Oil from these pumps can diffuse into the vacuum system unless appropriate measures are taken. Pump oil can also act as a collecting point for corrosive or toxic vapors, condensable vapors, and particulates. Dry vacuum pumps seek to avoid these problems by eliminating contact between pump oil and the vacuum space. In some cases this is done by means of seals, while in others it is done by eliminating pump oil entirely.
The semiconductor industry, with its need for a high degree of cleanliness, has been a significant driving factor in the development of dry vacuum pumps. The reduction in feature size and the increase in density of components have made contamination control all the more critical. The higher cost of dry pumps is more than offset by process improvements due to reduced contamination. Dry vacuum pumps are now being employed in a variety of other industrial applications, such as metallurgy and heat treatment furnaces. In many of these applications dry pumps are advantageous because they eliminate the need to change and dispose of contaminated oil and do not act as a collecting point for fine particles. The use of dry pumps is also often desirable in closed systems, such as dilution refrigerators, which recirculate He3 at subatmospheric pressure. While charcoal traps or molecular sieve traps are often present to remove impurities, these traps are eventually blocked by oil vapor in pump exhaust. This blockage can lead to down time to regenerate the trap or to unplanned outages.
The semiconductor industry, with its need for a high degree of cleanliness, has been a significant driving factor in the development of dry vacuum pumps. The reduction in feature size and the increase in density of components have made contamination control all the more critical. The higher cost of dry pumps is more than offset by process improvements due to reduced contamination. Dry vacuum pumps are now being employed in a variety of other industrial applications, such as metallurgy and heat treatment furnaces. In many of these applications dry pumps are advantageous because they eliminate the need to change and dispose of contaminated oil and do not act as a collecting point for fine particles. The use of dry pumps is also often desirable in closed systems, such as dilution refrigerators, which recirculate He3 at subatmospheric pressure. While charcoal traps or molecular sieve traps are often present to remove impurities, these traps are eventually blocked by oil vapor in pump exhaust. This blockage can lead to down time to regenerate the trap or to unplanned outages.
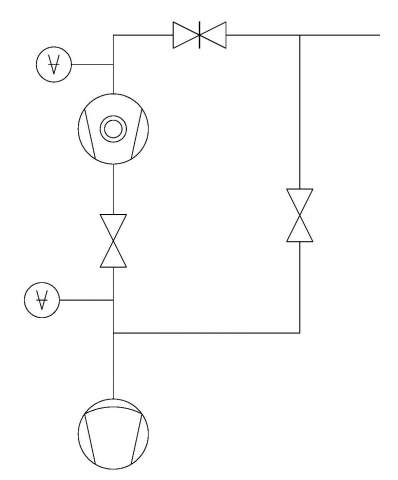 Figure 2. An oil free pumping system.
Figure 2. An oil free pumping system.
Many types of dry vacuum pumps are available. Multistage Roots type blowers which discharge at atmospheric pressure are available from a number of suppliers. These pumps offer relatively low inlet pressures and high throughputs. Many of these pumps rely on seals to separate lubricating oil from the vacuum space; however, some are completely oil free. This is also the case for claw pumps, which rely on spinning interleaved lobes similar to those of a Roots pump, and screw pumps. Scroll pumps are also common. They are normally completely oil free, but tend to be smaller and have higher inlet pressures than the multistage roots pumps. Diaphragm pumps, like diaphragm compressors, are oil free. However, with base pressures in the tens of Torr they have not traditionally found widespread use in vacuum applications. The introduction of turbo molecular drag pumps, which can exhaust to relatively high pressures, makes it possible to combine a diaphragm pump with an oil-free turbo molecular pump to create a completely oil-free system with modest base pressure and high pumping speed.
At lower inlet pressures, diffusion pumps have largely been replaced by turbo pumps in many applications. While many of these do contain bearings that require lubrication they are not a source of contamination (for most applications) as long as the pump is running. Turbo pumps which do not have lubricant in the vacuum space are available.
Dry vacuum pumps are advantageous in many applications. However, they are also relatively expensive, often noisy, and sometimes operate at high temperatures. Conventional rotary vane or rotary piston mechanical pumps and diffusion pumps can often offer satisfactory performance in many applications if measures to limit back streaming are implemented. For mechanical pumps a number of types of traps are available to limit oil migration. One of the most effective is a cold trap cooled by liquid nitrogen. Some diffusion pumps are fitted with a removable baffle which can be installed to reduce oil back streaming or removed to increase pumping speed. Liquid nitrogen cooled traps and baffles are also available for diffusion pumps. Refrigerated traps are available if long-term unattended operation is a requirement. All of these traps and baffles will reduce pumping speed.
Used properly, a liquid nitrogen cold trapped system can prevent contamination of the vacuum component. However, their use in a process system requiring no contamination would be considered an unnecessary risk.
For helium leak checking purposes, using a properly piped liquid nitrogen cold trapped system with non-dry pumping components is an efficient and economical alternative to a dry system.
In recirculating systems, oil traps on the pump exhaust, which allows oil to be returned to the pump inlet without opening the system, will ultimately help to reduce the quantity of oil contamination. Parallel molecular sieve or charcoal traps, which allow one trap to be valved off and regenerated while the other is valved into the system, can prevent contamination. Of course, filling liquid nitrogen cooled baffles and regenerating blocked traps requires time and effort and this increases the operating cost of the system.
At Meyer Tool cleanliness of high vacuum systems is a major concern. An expensive oil-free pumping system is of little use if a vacuum chamber is contaminated with oil from the start. Proper cleaning of high vacuum chambers and packaging of contamination-sensitive components are just two of the ways in which we help our customers achieve the lowest total cost of ownership.
At lower inlet pressures, diffusion pumps have largely been replaced by turbo pumps in many applications. While many of these do contain bearings that require lubrication they are not a source of contamination (for most applications) as long as the pump is running. Turbo pumps which do not have lubricant in the vacuum space are available.
Dry vacuum pumps are advantageous in many applications. However, they are also relatively expensive, often noisy, and sometimes operate at high temperatures. Conventional rotary vane or rotary piston mechanical pumps and diffusion pumps can often offer satisfactory performance in many applications if measures to limit back streaming are implemented. For mechanical pumps a number of types of traps are available to limit oil migration. One of the most effective is a cold trap cooled by liquid nitrogen. Some diffusion pumps are fitted with a removable baffle which can be installed to reduce oil back streaming or removed to increase pumping speed. Liquid nitrogen cooled traps and baffles are also available for diffusion pumps. Refrigerated traps are available if long-term unattended operation is a requirement. All of these traps and baffles will reduce pumping speed.
Used properly, a liquid nitrogen cold trapped system can prevent contamination of the vacuum component. However, their use in a process system requiring no contamination would be considered an unnecessary risk.
For helium leak checking purposes, using a properly piped liquid nitrogen cold trapped system with non-dry pumping components is an efficient and economical alternative to a dry system.
In recirculating systems, oil traps on the pump exhaust, which allows oil to be returned to the pump inlet without opening the system, will ultimately help to reduce the quantity of oil contamination. Parallel molecular sieve or charcoal traps, which allow one trap to be valved off and regenerated while the other is valved into the system, can prevent contamination. Of course, filling liquid nitrogen cooled baffles and regenerating blocked traps requires time and effort and this increases the operating cost of the system.
At Meyer Tool cleanliness of high vacuum systems is a major concern. An expensive oil-free pumping system is of little use if a vacuum chamber is contaminated with oil from the start. Proper cleaning of high vacuum chambers and packaging of contamination-sensitive components are just two of the ways in which we help our customers achieve the lowest total cost of ownership.