Call: 708-425-9080


Demountable Cryogenic Seal Options
May 20, 2011
*Disclaimer* Meyer Tool only designs and provides these seals with vessels. We do not manufacture replacements.
Demountable cryogenic seals are often a necessary evil. They may be required to introduce a sample into a refrigerator or a mixing chamber, to bring current leads into a magnet, to introduce instruments such as thermometers and level probes, to interconnect components of a refrigerator, or simply to make assembly and disassembly possible. The choice of sealing method will depend on a number of factors. Often, an overriding concern is the space available in which to make the seal.
Conflat flanges, both aluminum with aluminum gaskets and stainless steel with copper or aluminum gaskets, have proven to provide a highly reliable vacuum tight seal which can be repeatedly cycled between room temperatures and cryogenic temperatures without leaks. These connections can be used at relatively high pressures at cryogenic temperatures. They are available in a variety of sizes and use off-the shelf flanges and gaskets. Unfortunately the space on the diameter required for the gasket and the bolt circle required to compress the gasket are relatively large.
Demountable cryogenic seals are often a necessary evil. They may be required to introduce a sample into a refrigerator or a mixing chamber, to bring current leads into a magnet, to introduce instruments such as thermometers and level probes, to interconnect components of a refrigerator, or simply to make assembly and disassembly possible. The choice of sealing method will depend on a number of factors. Often, an overriding concern is the space available in which to make the seal.
Conflat flanges, both aluminum with aluminum gaskets and stainless steel with copper or aluminum gaskets, have proven to provide a highly reliable vacuum tight seal which can be repeatedly cycled between room temperatures and cryogenic temperatures without leaks. These connections can be used at relatively high pressures at cryogenic temperatures. They are available in a variety of sizes and use off-the shelf flanges and gaskets. Unfortunately the space on the diameter required for the gasket and the bolt circle required to compress the gasket are relatively large.

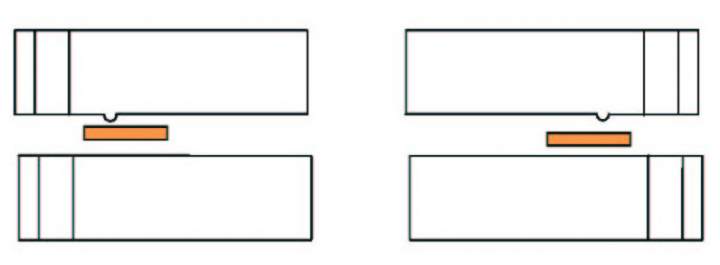
Indium wire seals may be made with flat or stepped mating flanges. A small concave groove on one side is sometimes used to locate the wire on flat mating flanges.
Indium has been used to make cryogenic vacuum seals for many years. Both corner joints and face seals are used. A relatively small sealing surface is required and, in comparison with most other gaskets, a relatively small compression is required and a correspondingly compact bolt circle will suffice. Indium seals are much more compact and store much less heat than a similar diameter conflat flange. On face seal joints a shallow, rounded depression is often used to aid in locating the indium and keeping it in place. A 32 μin surface finish is often suggested. Lapped and chemically etched surfaces have been used where a large number of reliable joints were required, however, many indium seals have been successfully formed on "as machined" surfaces. Indium seals may be used to join nonmetallic materials such as ceramics, germanium and glass to metal surfaces. They may also be used between dissimilar metals such as aluminum and stainless steel. Bellville washers may be used to maintain a load on an indium seal when thermal contraction of dissimilar materials would relieve the bolting force. Even when the seal assembly is made up of similar materials, rapid cooling can cause local temperature variations which can cause the seal to fail, although the seal may be reestablished when the assembly reaches a uniform temperature. Cooling devices with indium seals slowly to avoid large local temperature gradients is recommended. Indium wets many surfaces and this aids in forming a seal. It can be difficult to separate two flanges joined by an indium seal, and "push-off" screws at a location away from the actual sealing surface are often used. For small to moderate diameter indium seals, it is common to start with 1.0 to 1.5 mm diameter wire and to finish with a seal of 0.2 mm thick. Care must be taken to compress the seal uniformly. Many practitioners will allow an indium joint to rest for one hour before final tightening of the screws. Indium seals will always be regarded by some as unreliable both in their ability to initially form a seal and to maintain a seal after repeated temperature cycling. Making a reliable indium seal requires some care and experience. Reproducible preparation and cleaning of the sealing surfaces, careful and reproducible bolt-up of the joint, and ensuring that the sealing force is maintained when the joint is cooled have been shown to result in reliable indium seals.
Helicoflex® gaskets come in a number of types. The delta seal is considered the best suited for a cryogenic high-vacuum seal. Helicoflex® gaskets require more compression than an indium seal and will tend to be somewhat larger in size. Note that the opening of the "C" in the Helicoflex® gasket must point toward the high pressure side of the seal. This means that if a vessel is designed to contain pressure, it will leak if a reverse leak test (evacuating the vessel with a leak detector and spraying the exterior) is performed. Helicoflex® gaskets are made to order.
VCR® fittings with custom annealed copper gaskets have been used at temperatures as low as 4K. These are typically used for small diameter tubes such as liquid lines.
Helicoflex® gaskets come in a number of types. The delta seal is considered the best suited for a cryogenic high-vacuum seal. Helicoflex® gaskets require more compression than an indium seal and will tend to be somewhat larger in size. Note that the opening of the "C" in the Helicoflex® gasket must point toward the high pressure side of the seal. This means that if a vessel is designed to contain pressure, it will leak if a reverse leak test (evacuating the vessel with a leak detector and spraying the exterior) is performed. Helicoflex® gaskets are made to order.
VCR® fittings with custom annealed copper gaskets have been used at temperatures as low as 4K. These are typically used for small diameter tubes such as liquid lines.
A rounded concentric ridge (exaggerated for clarity) on one side of a pair of mating flanges used with plastic gaskets. More elaborate designs with a matching concave feature on the mating flange have also been used.
Kapton® and Mylar® gaskets have been used in a number of high-vacuum, low-temperature seals. They have been used in between two flanges, one flat and one with a rounded concentric ridge to concentrate the clamping force onto a small area. They have also been substituted for metal gaskets in large diameter modified VCR® fittings. Kapton® gaskets have been used to seal the mixing chamber of a dilution refrigerator at temperatures below 0.1K. In this case the gasket was at cryogenic temperatures when the seal was made. Typically 0.005" thick films are used for these gaskets.
Glass conical vacuum seals were used in glass vacuum systems for many years. Metal conical seals have also been used. These seals are made between short conical mating surfaces with a 5° to 15° matching taper covered with a thin layer of vacuum grease. These seals occupy a very small diameter, and may be used when there is no room for a bolt circle. At Meyer Tool & Mfg., Inc., we recently fabricated a seal of this type for a customer and were able to obtain a leak tight joint (no detectable leak with a sensitivity of 1 x 10-11 atm-cc/sec) between "as-machined" surfaces; it was not necessary to resort to lapping. Of course, these joints must be made and broken with the seal above the freezing point of the vacuum grease used.
Welded joints for vacuum seals at cryogenic temperatures are normally preferred; however, there are applications in which demountable seals are required. At Meyer Tool, we strive to bring to our customers' attention all of the available design options for cryogenic and vacuum hardware, along with the pros and cons of each. This is one of the ways in which we help our customers Reduce Project Risk and achieve the lowest total cost of ownership.
Glass conical vacuum seals were used in glass vacuum systems for many years. Metal conical seals have also been used. These seals are made between short conical mating surfaces with a 5° to 15° matching taper covered with a thin layer of vacuum grease. These seals occupy a very small diameter, and may be used when there is no room for a bolt circle. At Meyer Tool & Mfg., Inc., we recently fabricated a seal of this type for a customer and were able to obtain a leak tight joint (no detectable leak with a sensitivity of 1 x 10-11 atm-cc/sec) between "as-machined" surfaces; it was not necessary to resort to lapping. Of course, these joints must be made and broken with the seal above the freezing point of the vacuum grease used.
Welded joints for vacuum seals at cryogenic temperatures are normally preferred; however, there are applications in which demountable seals are required. At Meyer Tool, we strive to bring to our customers' attention all of the available design options for cryogenic and vacuum hardware, along with the pros and cons of each. This is one of the ways in which we help our customers Reduce Project Risk and achieve the lowest total cost of ownership.